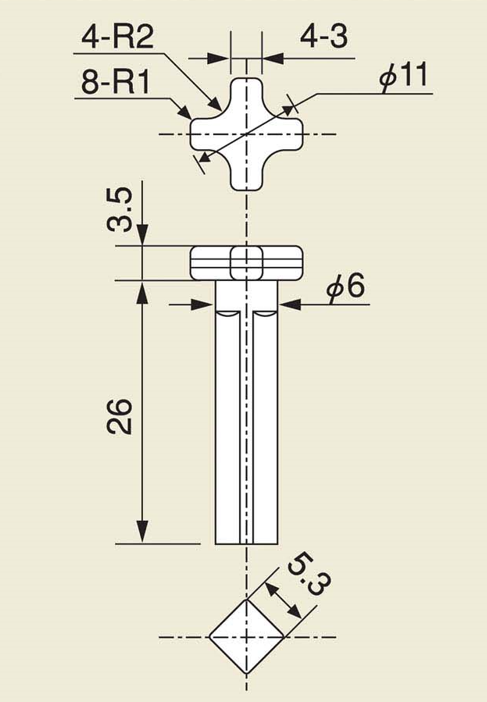
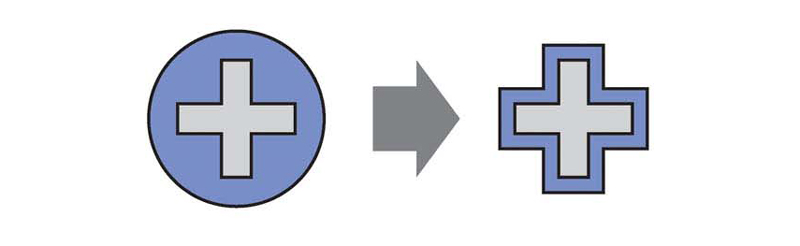
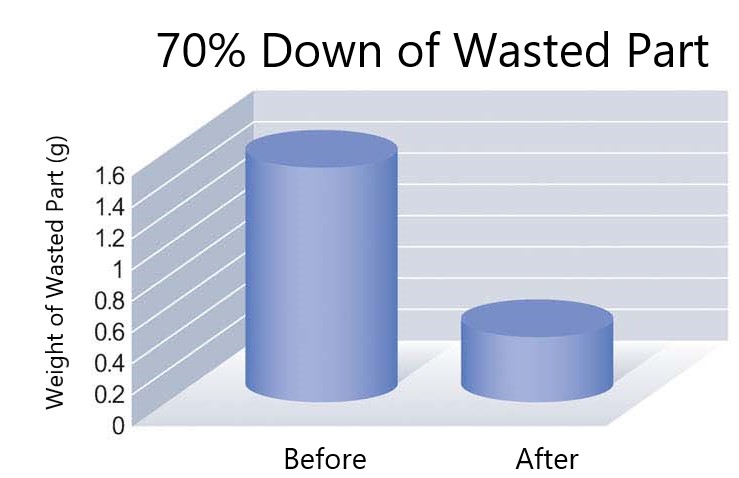
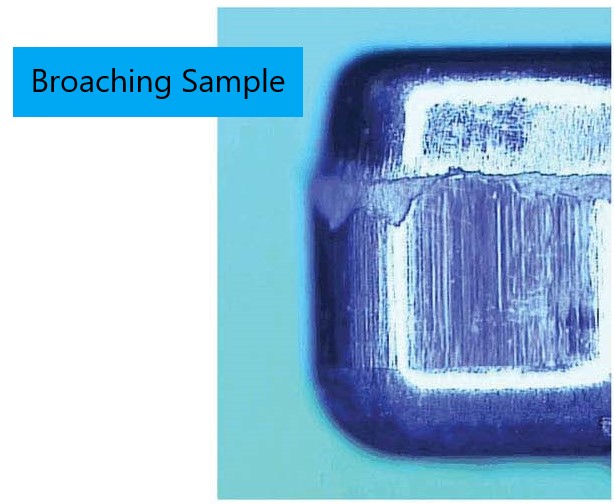
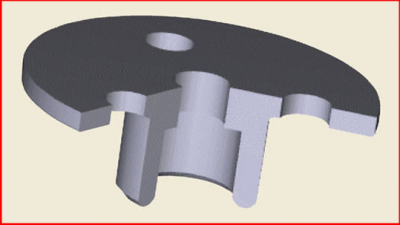
2022.9.1 / Last updated : 2026.7.16 sunac 交叉法兰轴 通过精密冲压实现无产生飞边的例子 过去 零件成型机进行精密冲压就会造成飞边。 条件 机种AQ675-3 生产速度165 spm材料S10C 解决问题的要点 ①将脱模斜度弄得均匀而薄,稳定地精密冲压。 ②在第二工序实施防止飞边。部分改变间隙,从而避免产生飞边。 效果 ①无需后工序(去飞边) ②成品率高(比常规冲压) ③冲压面精度高