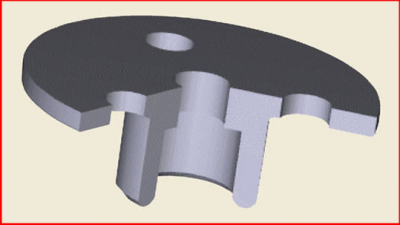
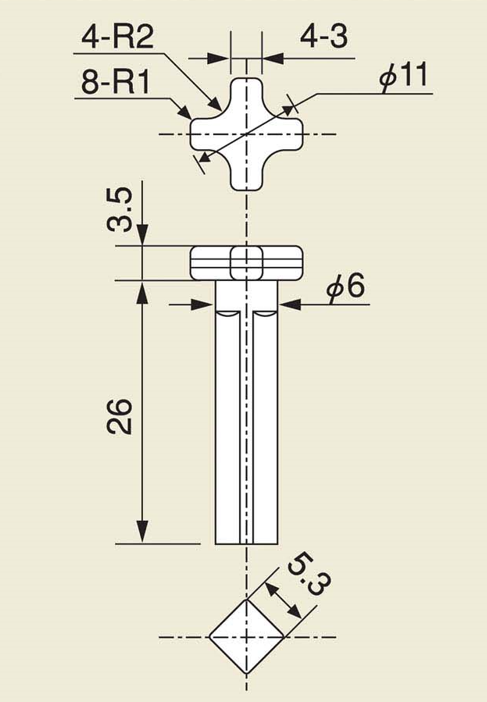
十字フランジシャフト
異形形状のブローチングによるバリ無し抜き事例
従来
圧造でブローチングを行うと抜きバリが発生する
条件
| 機種 | AQ675-3 |
| 生産速度 | 165 rpm |
| 材質 | S10C |
解決のポイント
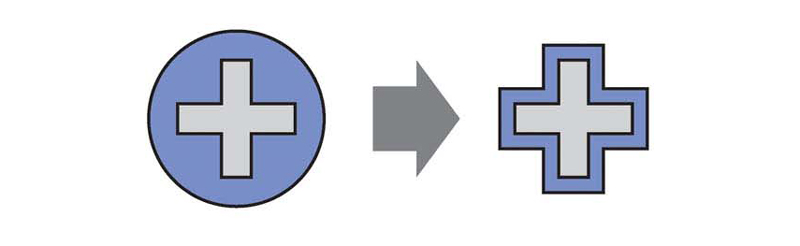
①全周の抜きしろを均等にかつ薄くする事で抜きが安定
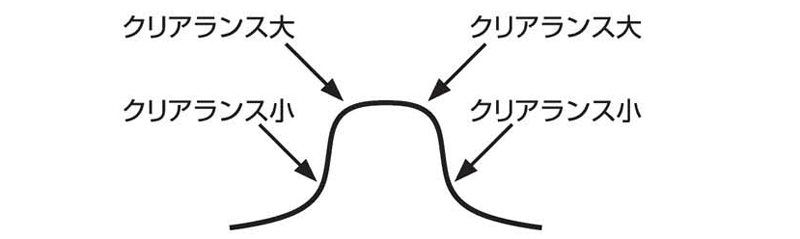
②第2工程でバリ防止を実施、クリアランスを部分的に変える事でバリを無くした
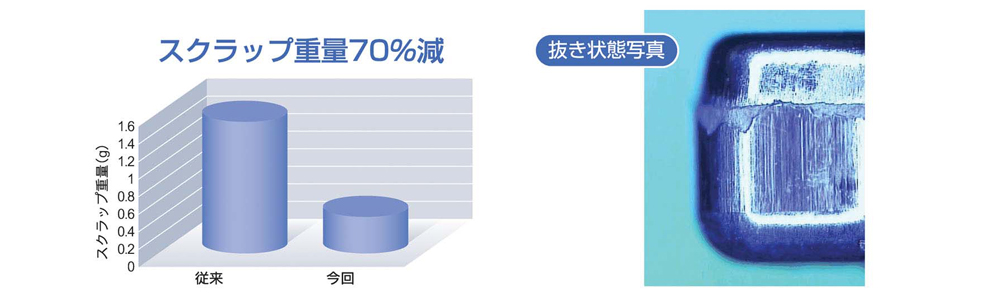
効果
①後工程(バリ取り)が不要 ②歩留まりが良い(通常の打ち抜きと比較して) ③抜き面の精度が良い
FTXは旭サナックのデジタル圧造技術センターです
![]()
異形形状のブローチングによるバリ無し抜き事例
圧造でブローチングを行うと抜きバリが発生する
| 機種 | AQ675-3 |
| 生産速度 | 165 rpm |
| 材質 | S10C |
①全周の抜きしろを均等にかつ薄くする事で抜きが安定
②第2工程でバリ防止を実施、クリアランスを部分的に変える事でバリを無くした
①後工程(バリ取り)が不要 ②歩留まりが良い(通常の打ち抜きと比較して) ③抜き面の精度が良い